La qualité d'impression d'une imprimante 3D dépend de plusieurs paramètres. Mais en ajustant quelques réglages, vous pourrez obtenir une meilleure qualité d'impression, quelque soit la gamme de votre imprimante !
C'est relativement simple d'identifier un problème d'extrusion : en sous-extrusion, vous verrez le dessus de vos impressions présenter des trous et seront moins solides, tandis qu'en sur-extrusion, vos couches déborderont et vous aurez plus de stringing...
Il est utile de calibrer son extrudeur lorsqu'on change le tube bowden ou lorsque vous remarquez que la précision de votre extrusion n'est plus au rendez-vous.
Dans ce guide, je tente de vous expliquer comment calibrer votre extrudeur le plus simplement possible.
Si vous avez un extruden de type bowden (un tube PTFE qui part de l'extrudeur vers la tête d'impression), je vous conseille d'utiliser un tube qui permet plus de précision, un clone du tube "Capricorn" : http://s.click.aliexpress.com/e/cfwAYK5S
Préparation
Vous aurez besoin d'un pied à coulisse ou d'une latte précise, d'un feutre noir et de filament clair. Nous aurons aussi besoin d'envoyer des commandes à l'imprimante, il vous faudra donc installer Pronterface ou passer par la ligne de commande d'Octoprint ou de Simplify3D, selon les logiciels que vous utilisez.
Le but est de demander à l'extrudeur de sortir une quantité déterminée de plastique. Ici 100mm, car au plus on extrude, au plus c'est simple de voir les imprécisions.
Tout d'abord, assurez-vous d'avoir déjà chargé votre filament clair dans l'imprimante.
Commencez donc par faire chauffer l'extrudeur à la température de fusion du plastique que vous utilisez (de 200 à 210°C pour le PLA), de 240 à 260 pour le PETG, etc.).
Pendant ce temps, assurez-vous que les commandes seront envoyées en position relative : envoyez la commande M83 à l'imprimante.
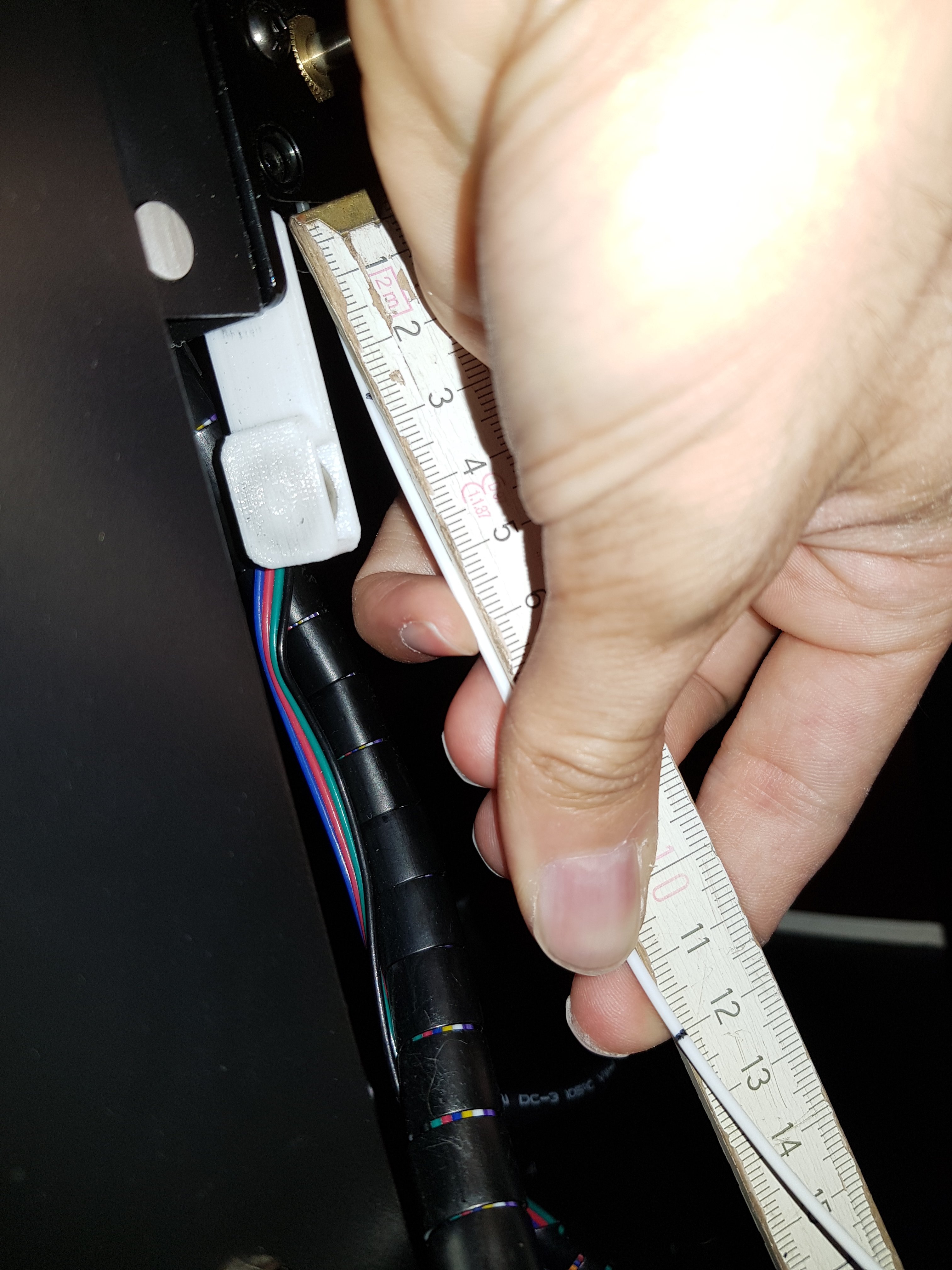
A l'aide de la latte ou du pied à coulisse, mesurez 120mm de filament à partir de l'entrée de l'extrudeur (donc de l'extrudeur vers la bobine de filament). Tracez un repère à 120mm.
Quand la température de l'extrudeur est OK, envoyez la commande G1 E100 F100 afin d'extruder 100mm de plastique. Cette opération prendra environ une minute. On veut éviter que le filament soit ralenti dans la tête d'impression s'il ne fond pas assez vite. Du coup on extrude lentement.
Une fois les 100mm extrudés, mesurez la distance entre l'entrée de l'extrudeur et le repère que vous avez tracé.
Calcul
Faites un calcul simple : 120mm - la distance mesurée = ?
Si vous obtenez 100mm, c'est parfait, vous n'avez rien à changer !
Si vous obtenez moins de 100mm, vous êtes en sous-extrusion.
Si vous obtenez plus de 100mm, vous êtes en sur-extrusion.
Dans mon cas, j'avais 120 - 26 = 94 donc je sous-extrude 6mm sur 100 !
Calibration
Pour régler calibrer votre extrudeur, nous allons avoir besoin de connaître le nombre de pas par mm défini dans le firmware. Envoyez la commande M503 à votre imprimante.
Voici un exemple de réponse :
Recv: echo: G21 ; Units in mm
Recv: echo:Filament settings: Disabled
Recv: echo: M200 D1.75
Recv: echo: M200 D0
Recv: echo:Steps per unit:
Recv: echo: M92 X80.00 Y80.00 Z400.00 E92.60
Recv: echo:Maximum feedrates (units/s):
Recv: echo: M203 X500.00 Y500.00 Z6.00 E60.00
Recv: echo:Maximum Acceleration (units/s2):
Recv: echo: M201 X3000 Y3000 Z60 E10000
La valeur qui suit "E" est celle qui nous intéresse : 92.60.
Pour la suite, on va faire un peu de math mais de niveau basique, je vous rassure ;-)
Multiplions le nombre de pas par mm par le nombre de mm parcourus en théorie :
92.60 x 100 = 9260
Mais vu que votre extrudeur n'est pas parfaitement calibré, nous avons parcouru une distance différente pour le même nombre de pas :
y x 94 = 9260
Une petite équation à une iconnue qu'on peut résoudre de la sorte :
y = 9260 / 94
y = 98.51063829787234 => 98.5
Cette valeur est donc notre nouvelle valeur de pas par mm à renseigner à l'imprimante.
Pour ce faire, tapez M92 Exxx.x en remplaçant xxx.x par la valeur obtenue pour y (donc M92 E98.5 dans notre exemple). Validez la commande. Ensuite, tapez M500 et validez la commande pour sauvegarder la valeur entrée précédemment.
Maintenant, vous pouvez à nouveau entrer la commande M503 pour vérifier que l'imprimante a bien enregistré vos nouveaux paramètres. Si c'est OK, vous pouvez refaire la procédure de calibration et vérifier que cette fois-ci, vous avez bien 100mm de filament extrudé !
